https://www.yumabassman.com/wp-content/uploads/2024/07/Part-1.jpg
https://www.yumabassman.com/wp-content/uploads/2024/07/20240724_135900.jpg
https://www.yumabassman.com/wp-content/uploads/2024/07/20240724_134300.jpg
The first one took 2 days. The second one took 10 minutes. The third
one too 45 seconds, okay maybe 60 including cleanup.
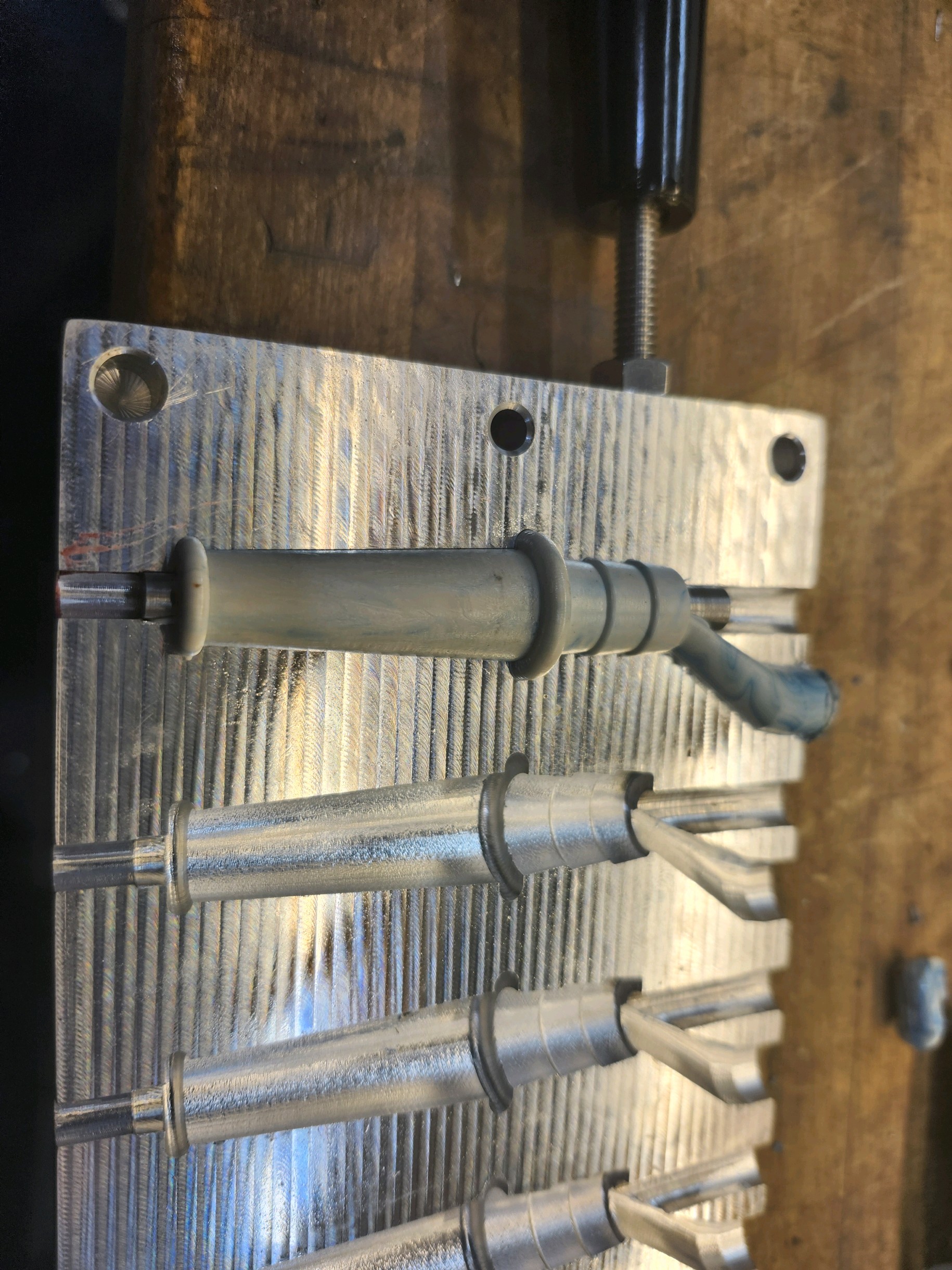
This mold was not actually designed for ABS injection. I had to use a cheater bar on my injection press to get them to fill, then I had to add extra clamping to keep them from flashing. This mold was designed for gravity a much much lower viscosity fluid. The blue streaks are left
over polypropylene, ABS takes higher injection pressure and like I said
I had to use a cheater bar to get enough pressure to fill with my hobby
level injection press. The tapered pins pop right out with a light tap from my brass hammer.
If I had designed it for plastic injection it would have 10-15 clamping screws in the mold instead of the one to hold it close for gravity
casting. Probably 15. It's better to have them and not need them than
to need them and not have them. If I was serious about it I'd probably
hold the mold closed with either a pneumatic or a hydraulic vise.
This is actually a reject mold. I decided to do it differently to make
it easier for the end user. It's still just intended for gravity casting.
"Bob La Londe" wrote in message news:v7rrm6$1tefe$2@dont-email.me...
This mold was not actually designed for ABS injection. I had to use a
cheater bar on my injection press to get them to fill, then I had to
add extra clamping to keep them from flashing.
Do you know or have an estimate of the temperature and pressure to mold
ABS?
"Bob La Londe" wrote in message news:v7ubq9$2eb0o$1@dont-email.me...
On 7/25/2024 7:12 AM, Jim Wilkins wrote:
Do you know or have an estimate of the temperature and pressure to
mold ABS?
"There are various considerations when melting and injecting ABS plastic
into a mold. For instance, the melt temperature varies between 170 and
320 °C based on the ABS and mold temperature. The injection molding
pressure also varies from 700 to 21800 psi."
https://www.google.com/amp/s/www.crescentind.com/blog/abs-injection-molding-benefits-and-process%3fhs_amp=true
I find that temperature hard to believe. Most references give a high
temp of 440F to 480F. There are a lot of factors that can affect
required pressure including temperature, mold design, and the shape and volume of the net part.
Bob La Londe
-----------------------------------
Thanks. If I design something I have to plan for maximum values, which I
can always turn down. The 4500# 20' log on the sawmill and hoist
intended for 2000# and 12' is a constant reminder of the problems of increasing capacity.
On 7/25/2024 3:14 PM, Jim Wilkins wrote:
"Bob La Londe" wrote in message news:v7uhei$2f4on$1@dont-email.me...
In this case I was mostly just playing. I have some real parts I'd like
to inject with ABS, but I don't think I have enough machine for it. I
have considered I might set the whole machine in one of the presses, and
push directly on the piston rod. 20 tons ought to do it doncha think.
Bob La Londe
-------------------------
According to John Taylor 20 tons is the chamber pressure of a .577
elephant rifle which can solve any problem it's applied to.
(Cordite's pressure increases in African heat.)
However that solution is said to kill at one end and maim at the other.
Ah, one of those older lower pressure rounds. Lots of modern cartridges
run around 50,000-55,000 PSI.
"Bob La Londe" wrote in message news:v7uhei$2f4on$1@dont-email.me...
In this case I was mostly just playing. I have some real parts I'd like
to inject with ABS, but I don't think I have enough machine for it. I
have considered I might set the whole machine in one of the presses, and
push directly on the piston rod. 20 tons ought to do it doncha think.
Bob La Londe
-------------------------
According to John Taylor 20 tons is the chamber pressure of a .577
elephant rifle which can solve any problem it's applied to.
(Cordite's pressure increases in African heat.)
However that solution is said to kill at one end and maim at the other.
"Bob La Londe" wrote in message news:v7uhei$2f4on$1@dont-email.me...You gotta make the first shot count, 'cause you're to far away for a
In this case I was mostly just playing. I have some real parts I'd like
to inject with ABS, but I don't think I have enough machine for it. I
have considered I might set the whole machine in one of the presses, and
push directly on the piston rod. 20 tons ought to do it doncha think.
Bob La Londe
-------------------------
According to John Taylor 20 tons is the chamber pressure of a .577 elephant >rifle which can solve any problem it's applied to.
(Cordite's pressure increases in African heat.)
However that solution is said to kill at one end and maim at the other.
On 7/25/2024 6:41 PM, Bob La Londe wrote:
On 7/25/2024 3:14 PM, Jim Wilkins wrote:
"Bob La Londe" wrote in message news:v7uhei$2f4on$1@dont-email.me...
In this case I was mostly just playing. I have some real parts I'd like >>> to inject with ABS, but I don't think I have enough machine for it. I
have considered I might set the whole machine in one of the presses, and >>> push directly on the piston rod. 20 tons ought to do it doncha think.
Bob La Londe
-------------------------
According to John Taylor 20 tons is the chamber pressure of a .577
elephant rifle which can solve any problem it's applied to.
(Cordite's pressure increases in African heat.)
However that solution is said to kill at one end and maim at the other.
Ah, one of those older lower pressure rounds. Lots of modern
cartridges run around 50,000-55,000 PSI.
With that much surface area on the base of the bullet you don't need
a lot of pressure .
| Sysop: | Keyop |
|---|---|
| Location: | Huddersfield, West Yorkshire, UK |
| Users: | 485 |
| Nodes: | 16 (2 / 14) |
| Uptime: | 95:13:56 |
| Calls: | 9,642 |
| Files: | 13,701 |
| Messages: | 6,163,425 |
{kind=link}
{kind=link}
{kind=link}